更快的排空時間推動熱成型包裝的更高產量
VCS301+ 適用於週期時間關鍵型應用的效能優勢
執行摘要
在對週期時間要求極高的熱塑包裝應用中,排空性能會直接影響產量和每個包裝的成本。更快地抽真空至定義的製程真空,可讓包裝機每分鐘完成更多的週期,不需進行機械改裝即可提高生產線的利用率。最近的性能評估顯示,VCS301+ 油潤旋片式真空泵比市場上的平均設計更早達到製程真空,在實際包裝作業中實現了可衡量的週期時間和生產力提升。
為何熱成型包裝的疏散時間很重要
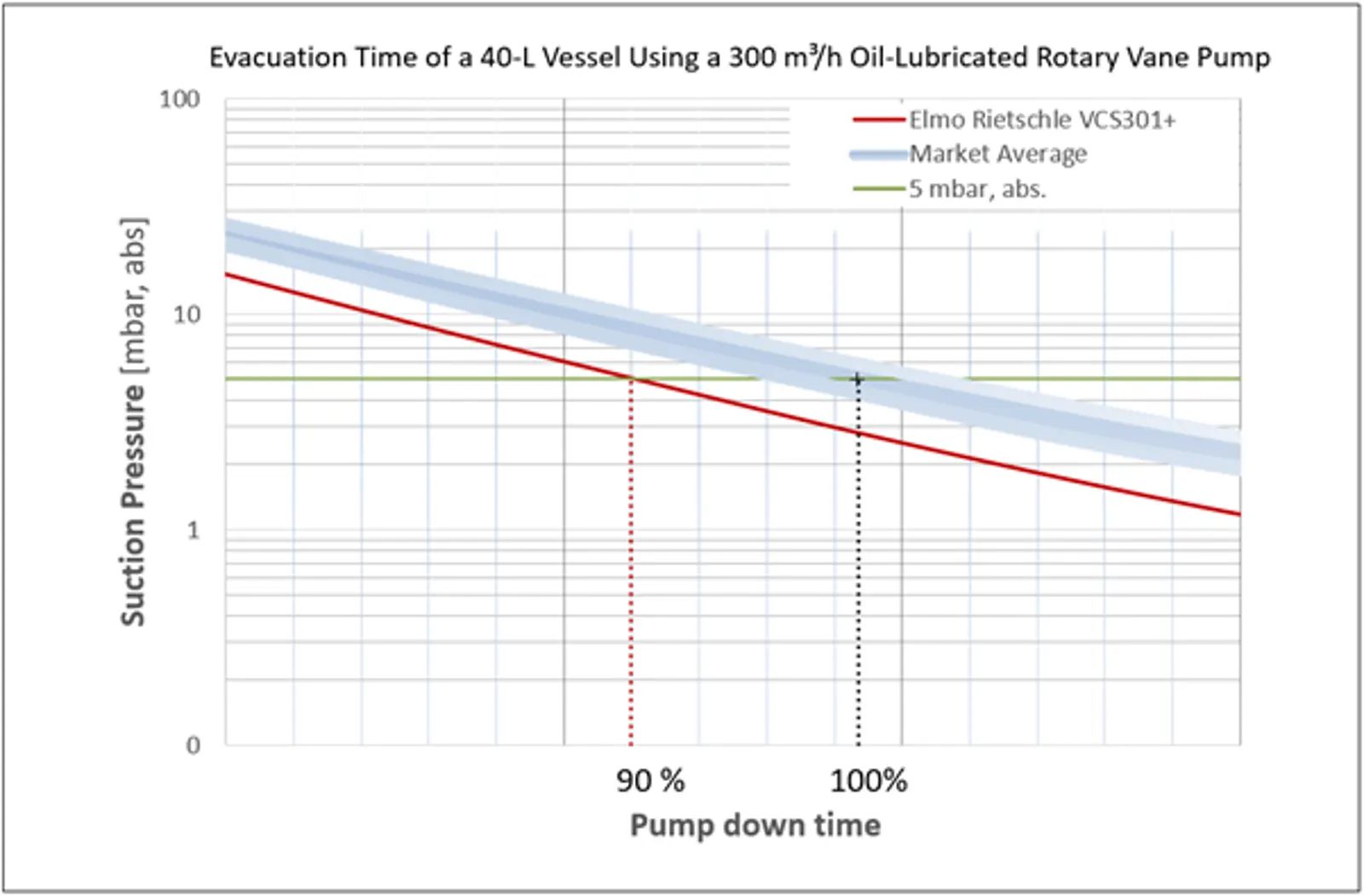
在熱成型食品包裝中,每個生產週期都需要將成型室和封口室抽真空至指定的製程真空,通常約為絕對 5 mbar,然後才可開始封口。排空階段在總循環時間中佔有相當大的比例,並且在運轉過程中會不斷重複。
由於週期時間越來越緊迫,即使是微小的排空動態改進,也能轉化為更高的產能、更高的資產利用率以及更低的單位包裝成本。起決定性作用的因素並非僅是額定抽氣速度,而是真空系統在實際操作條件下如何快速達到所需的製程真空。
評估實際疏散效能
傳統的幫浦比較通常著重於額定幫浦速度值。然而,在包裝應用中,相關的性能指標是從大氣壓力降至製程真空等級的完全抽真空行為。
因此,熱成型包裝的性能評估應著重於以下方面:
- 代表性作業條件下的完整排空曲線
- 達到定義的製程真空度的點
- 相關壓力範圍內的有效抽氣速度
使用這種方法進行評估時,泵設計之間的明顯差異就會顯現出來。市場上一般的油潤旋片泵通常會在 100% 左右的正常化累積抽真空力下達到製程真空,有些設計甚至需要更高的抽真空力。
專家見解
"在熱成型包裝中,僅僅標稱的抽氣速度並不能定義其性能。重要的是真空系統在每個循環內達到所需的製程真空度的速度。提早完成疏散階段可直接增加可達成的吞吐量"。
-Mihail Chirilovici,工程經理
VCS301+ 以約 92% 的累積抽真空度達到相同的製程真空度,與市場平均值相比提高了約 8%。提前完成排空階段直接縮短了有效週期時間。

對週期時間和包裝產量的影響
由於每個包裝週期都需要排空,因此改善抽氣動力會直接影響可達成的產量。提早達到製程真空可縮短整體週期時間,或在相同週期時間內增加可用的製程餘量。
在實際的熱塑包裝應用中,VCS301+ 改良後的排空性能可在不改變包裝機的機械或控制系統的情況下,每分鐘至少增加一個包裝週期。在長時間的運作下,即使是這麼小的增幅,也會導致每條生產線的總產量大幅增加。
將快速撤離轉化為經濟價值
當吞吐量收益轉化為生產產量和利潤時,更快疏散的經濟效益就顯而易見了。
範例:產量驅動利潤增長
假設(說明性和保守性):
- 每分鐘多生產 1 個托盤
- 每盤利潤:1 歐元
- 連續運作:每天 24 小時
結果:
- 額外輸出:每天 1,440 個托盤
- 額外利潤:每天 1,440 歐元
- 額外利潤:每條生產線每週 7,200 歐元
此價值純粹透過改善排空效能而產生,不需要額外的人力、能源密集的製程改變或新機械投資。

VCS301+ Evacuation 優勢的工程基礎
VCS301+ 的抽真空性能不是單靠較高的額定抽速就能實現的。相反,它是有針對性地優化設計的結果,可在與包裝製程最相關的壓力範圍內提高有效的泵送性能。
主要的設計貢獻包括最佳化的容積效率、增強的內部氣體流路,以及在整個排空過程中穩定的動態抽氣行為。這些特性可確保在快速抽氣對週期時間影響最大的地方,提供高效率的抽氣能力。
總結
在熱成型食品包裝中,排空性能是生產力和經濟效益的決定性槓桿。在每個週期內提早達到製程所需的真空度,可提高產量、改善已安裝設備的使用率,並降低每個包裝單位的成本。
VCS301+ 油潤式旋片式真空泵以大幅減少的累積抽真空力達到製程真空,為對週期時間要求極高的包裝應用中的抽真空性能樹立了新的基準。對於在緊湊的週期限制下運作的製造商而言,更快的排空速度提供了技術上穩健且即時有效的途徑,以提高產量並改善獲利能力。
閱讀更多關於 VCS 301 的資訊或下載手冊。
歡迎與我們聯繫