Szybsze czasy ewakuacji zwiększają wydajność w pakowaniu termoformowanym
Przewagi wydajnościowe VCS301+ w aplikacjach krytycznych pod względem czasu cyklu
Streszczenie
W aplikacjach pakowania termoformowanego, w których kluczowe znaczenie ma czas cyklu, wydajność ewakuacji ma bezpośredni wpływ na przepustowość oraz koszt jednostkowy opakowania. Szybsze osiągnięcie zdefiniowanej próżni procesowej umożliwia maszynom pakującym realizację większej liczby cykli na minutę, zwiększając wykorzystanie linii bez konieczności modyfikacji mechanicznych. Najnowsze analizy wydajności pokazują, że olejowa łopatkowa pompa próżniowa VCS301+ osiąga próżnię procesową wcześniej niż rozwiązania o średnich parametrach rynkowych, co przekłada się na mierzalne skrócenie czasu cyklu i wzrost produktywności w rzeczywistych procesach pakowania.
Dlaczego czas ewakuacji ma znaczenie w pakowaniu termoformowanym
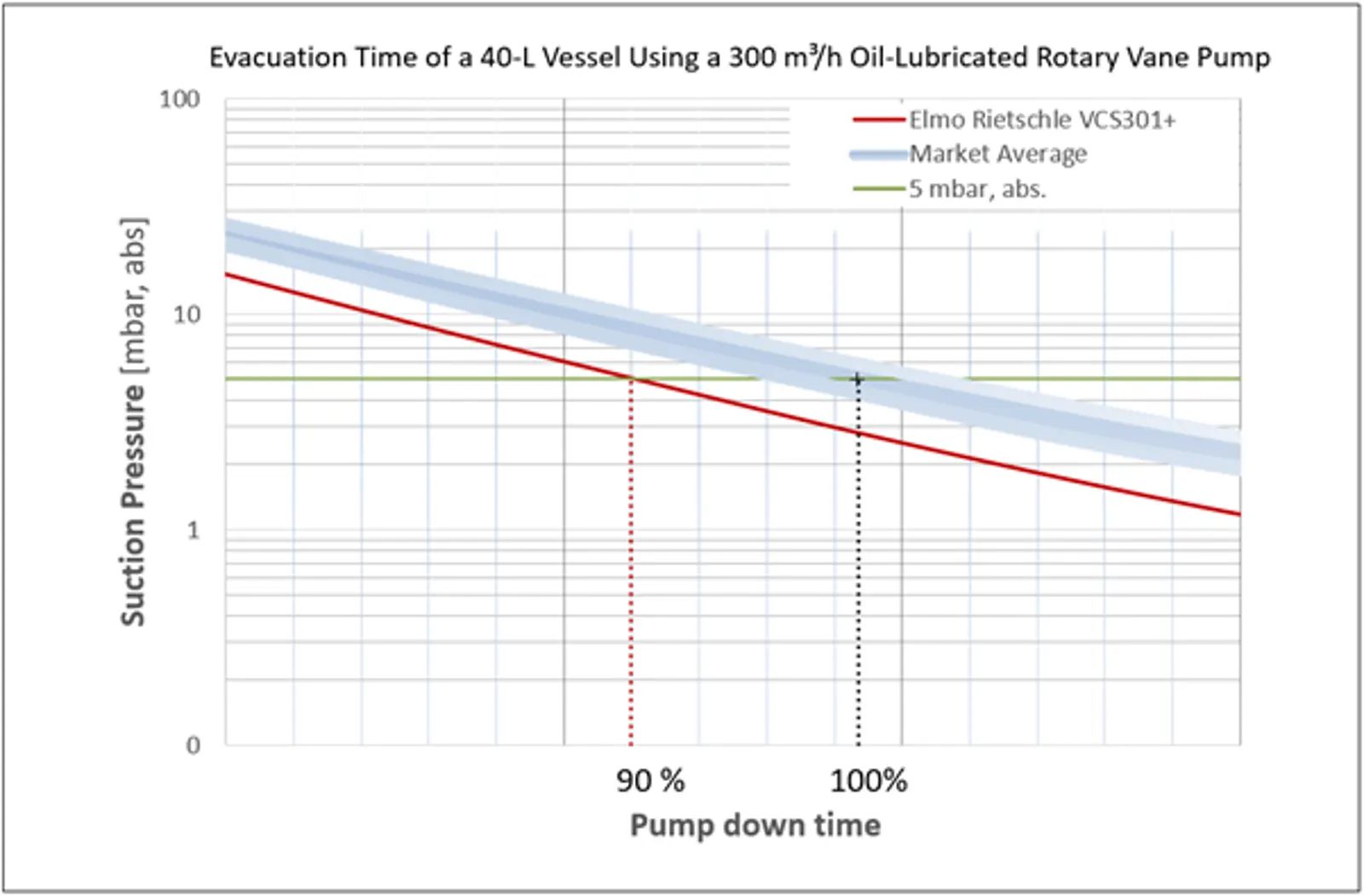
W termoformowanym pakowaniu żywności każdy cykl produkcyjny wymaga ewakuacji komór formowania i zgrzewania do określonej próżni procesowej — zazwyczaj około 5 mbar absolutnego — zanim rozpocznie się zgrzewanie. Faza ewakuacji stanowi istotną część całkowitego czasu cyklu i jest powtarzana nieprzerwanie podczas pracy.
Wraz z coraz bardziej restrykcyjnymi czasami cyklu nawet niewielkie usprawnienia dynamiki ewakuacji mogą przełożyć się na wyższą przepustowość, lepsze wykorzystanie zasobów oraz niższy koszt na jednostkę zapakowanego produktu. Czynnikiem decydującym nie jest sama nominalna wydajność pompowania, lecz to, jak szybko system próżniowy osiąga wymaganą próżnię procesową w rzeczywistych warunkach pracy.
Ocena rzeczywistej wydajności ewakuacji
Tradycyjne porównania pomp często koncentrują się na nominalnych wartościach wydajności pompowania. W aplikacjach pakowania kluczowym wskaźnikiem jest jednak pełne zachowanie ewakuacyjne — od ciśnienia atmosferycznego do poziomu próżni procesowej.
Dlatego oceny wydajności w pakowaniu termoformowanym powinny skupiać się na:
- Pełnej krzywej ewakuacji w reprezentatywnych warunkach pracy
- Momencie osiągnięcia zdefiniowanej próżni procesowej
- Efektywnej wydajności pompowania w istotnym zakresie ciśnień
Przy zastosowaniu takiego podejścia wyraźnie widoczne stają się różnice pomiędzy konstrukcjami pomp. Rynkowe olejowe pompy łopatkowe o przeciętnych parametrach osiągają próżnię procesową zazwyczaj przy znormalizowanym skumulowanym wysiłku ewakuacyjnym na poziomie około 100%, przy czym niektóre konstrukcje wymagają nawet więcej.
Opinia eksperta
“W pakowaniu termoformowanym sama nominalna wydajność pompowania nie definiuje wydajności. Kluczowe jest to, jak szybko system próżniowy osiąga wymaganą próżnię procesową w ramach każdego cyklu. Wcześniejsze zakończenie fazy ewakuacji bezpośrednio zwiększa możliwą do uzyskania przepustowość.”
— Mihail Chirilovici, Engineering Manager
VCS301+ osiąga tę samą próżnię procesową już przy około 90% skumulowanego wysiłku ewakuacyjnego, co stanowi poprawę rzędu 10% w porównaniu ze średnią rynkową. To wcześniejsze zakończenie fazy ewakuacji bezpośrednio przekłada się na krótsze efektywne czasy cyklu.

Wpływ na czas cyklu i wydajność pakowania
Ponieważ ewakuacja jest wymagana w każdym cyklu pakowania, poprawiona dynamika odpompowywania bezpośrednio wpływa na osiągalną przepustowość. Szybsze osiągnięcie próżni procesowej pozwala albo skrócić całkowity czas cyklu, albo zwiększyć margines procesowy przy niezmienionym czasie cyklu.
W praktycznych aplikacjach pakowania termoformowanego ulepszone zachowanie ewakuacyjne VCS301+ może umożliwić co najmniej jeden dodatkowy cykl pakowania na minutę — bez zmian w mechanice lub systemach sterowania maszyny pakującej. W dłuższych okresach eksploatacji nawet tak niewielki wzrost skutkuje znacznym zwiększeniem całkowitej produkcji na linię.
Przełożenie szybszej ewakuacji na wartość ekonomiczną
Korzyści ekonomiczne szybszej ewakuacji stają się oczywiste, gdy wzrost przepustowości zostanie przeliczony na wolumen produkcji i rentowność.
Przykład: wzrost zysku wynikający z wyższej przepustowości
Założenia (ilustracyjne i konserwatywne):
- 1 dodatkowa tacka produkowana na minutę
- Zysk na tackę: 1 €
- Praca ciągła: 24 godziny na dobę
Wynik:
- Dodatkowa produkcja: 1 440 tacek dziennie
- Dodatkowy zysk: 1 440 € dziennie
- Dodatkowy zysk: 7 200 € tygodniowo na linię produkcyjną
Wartość ta jest generowana wyłącznie dzięki poprawie wydajności ewakuacji — bez dodatkowego zatrudnienia, energochłonnych zmian procesowych czy inwestycji w nowe maszyny.

Inżynieryjne podstawy przewagi ewakuacyjnej VCS301+
Wydajność ewakuacji VCS301+ nie wynika wyłącznie z wyższej nominalnej wydajności pompowania. Jest ona efektem celowych optymalizacji konstrukcyjnych, które zwiększają efektywną wydajność pompowania w zakresie ciśnień najbardziej istotnym dla procesów pakowania.
Do kluczowych elementów konstrukcyjnych należą zoptymalizowana sprawność objętościowa, ulepszone wewnętrzne ścieżki przepływu gazu oraz stabilne, dynamiczne zachowanie pompowania w całym procesie ewakuacji. Cechy te zapewniają wysoką efektywną zdolność pompowania dokładnie tam, gdzie szybkie odpompowywanie ma największy wpływ na czas cyklu.
Wnioski
W termoformowanym pakowaniu żywności wydajność ewakuacji jest kluczowym czynnikiem wpływającym na produktywność i efektywność ekonomiczną. Wcześniejsze osiągnięcie wymaganej próżni procesowej w każdym cyklu umożliwia zwiększenie przepustowości, lepsze wykorzystanie zainstalowanych urządzeń oraz obniżenie kosztu jednostkowego opakowania.
Osiągając próżnię procesową przy znacząco obniżonym skumulowanym wysiłku ewakuacyjnym, olejowa łopatkowa pompa próżniowa VCS301+ wyznacza nowy standard wydajności ewakuacji w aplikacjach pakowania krytycznych pod względem czasu cyklu. Dla producentów działających przy ścisłych ograniczeniach czasowych szybsza ewakuacja stanowi technicznie solidną i natychmiast skuteczną drogę do zwiększenia produkcji i poprawy rentowności.
Dowiedz się więcej o VCS 301 lub pobierz broszurę.