


Rotary Vane Pumps
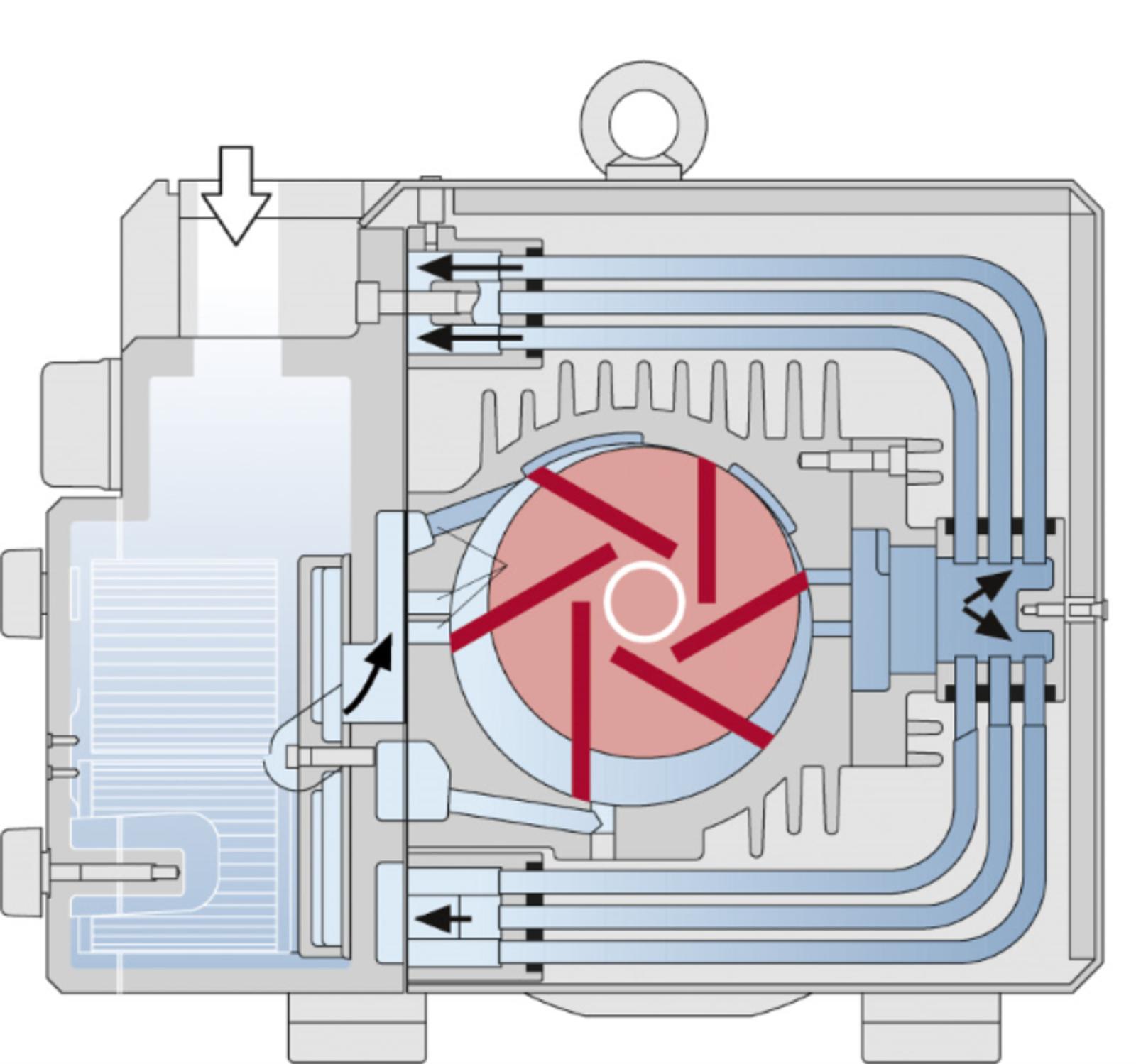
Elmo Rietschle’s V-Series rotary vane pumps leverage decades of engineering expertise to deliver reliable, efficient, and versatile vacuum and compression solutions. Available in both oil-lubricated and dry running models, our pumps cater to diverse industrial needs while ensuring long up-time and minimal maintenance.
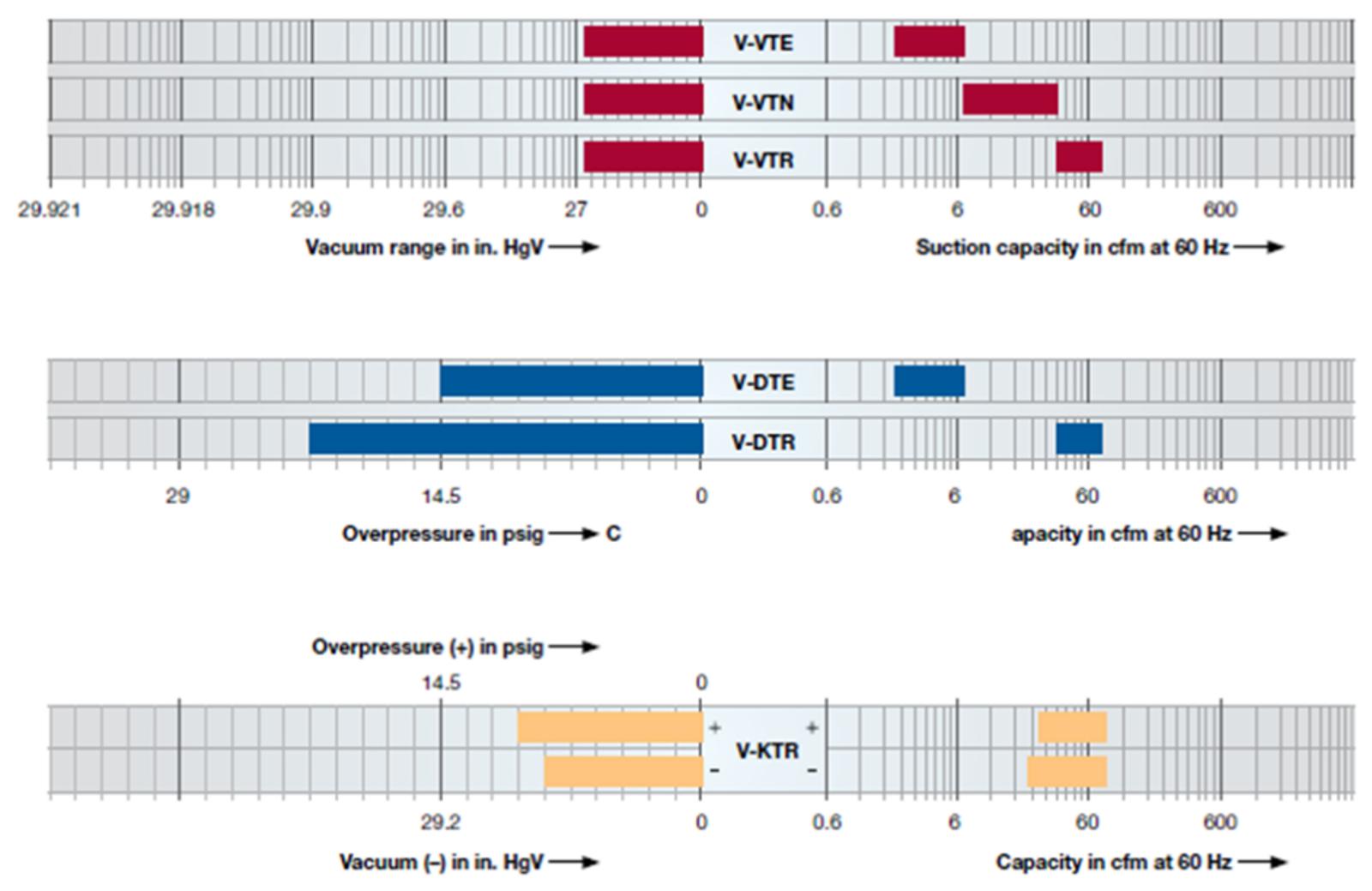
• Oil-Lubricated Rotary Vane Pumps: Elmo Rietschle’s oil lubricated rotary vane pumps deliver reliable, consistent vacuum performance supported by long vane life, low noise output, and optimized oil circulation. This design ensures smooth operation under demanding conditions while maintaining proper internal lubrication and sealing. Select models in the V-Series are offered as oil lubricated rotary vane vacuum pumps or oil sealed rotary vane vacuum pumps for applications requiring deeper vacuum levels, enhanced vapor management, or superior internal sealing.
• Dry Running Rotary Vane Pumps: Discover our dry running rotary vane pump solutions, engineered for oil-free performance in vacuum, pressure, and combination applications. These pumps eliminate the risk of contamination associated with lubricated systems, offering clean, eco-friendly operation while maintaining outstanding durability and efficiency.
• Rotary Vane Pumps: With decades of engineering expertise behind them, Elmo Rietschle V-Series rotary vane pumps provide a dependable, versatile platform for industrial vacuum and compression systems. Available in both lubricated and oil-free configurations, these pumps support a wide range of industries by delivering consistent performance, simplified service, and extended operating life. Whether your application requires clean, oil-free compression or the robust capabilities of oil lubricated rotary vane pumps, the V-Series offers a solution tailored to your process need