

Liquid Ring Vacuum Pump Technology
Elmo Rietschle’s L-Series liquid ring vacuum pumps are engineered to deliver reliable, high-efficiency vacuum performance in wet, abrasive, and demanding industrial processes. These industrial liquid ring vacuum pumps are specifically designed for continuous operation, combining proven technology with durable construction to ensure consistent performance and extended service life.
Built around advanced liquid ring vacuum pump technology, these systems maintain stable vacuum levels even when handling vapors, condensate, liquids, or contaminated gases. Their rugged design allows a liquid ring vacuum pump to operate effectively in challenging environments where other vacuum pump types, such as dry or oil-sealed pumps, may struggle.
Because of their ability to handle liquid carryover and fluctuating process conditions, liquid ring vacuum pumps are widely used in applications such as chemical processing, power generation, food processing, and general industrial vacuum systems. The result is dependable operation, reduced downtime, and long-term reliability.
How Does a Liquid Ring Vacuum Pump Work?
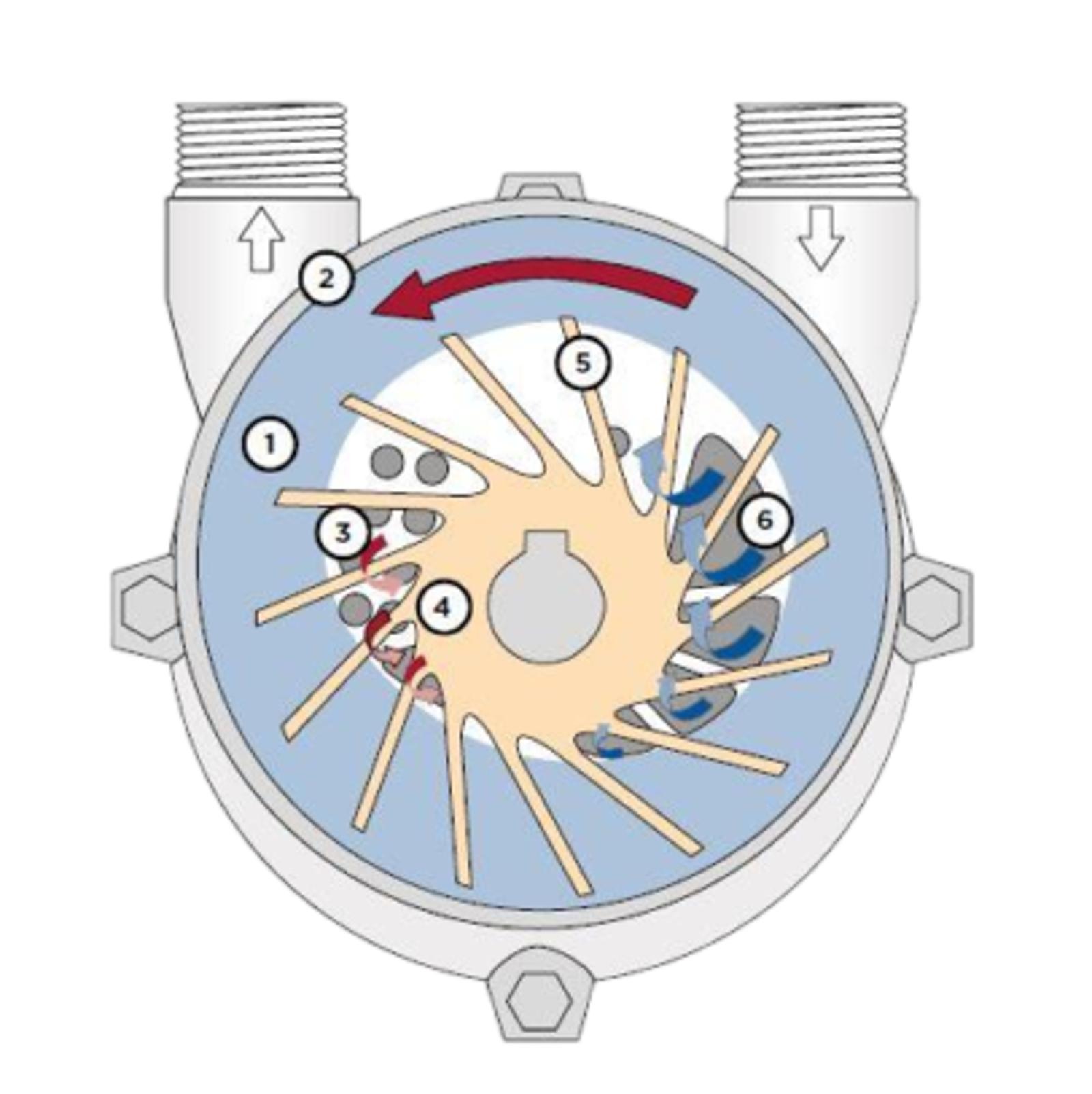
Understanding liquid ring vacuum pump operation is key to recognizing its durability and efficiency. A liquid ring vacuum pump uses an eccentrically mounted impeller rotating inside a cylindrical casing that is partially filled with a sealing liquid, typically water or another process-compatible fluid.
As the impeller turns, centrifugal force forms a rotating liquid ring along the inside of the casing. This ring creates a series of sealed chambers between the impeller blades, an essential feature of liquid ring vacuum pump technology.
Gas enters the liquid ring vacuum pump through the suction port and becomes trapped within these chambers. As rotation continues, the chamber volume decreases, compressing the gas until it is discharged through the outlet. The liquid ring acts simultaneously as a seal, coolant, and lubricant.
This design eliminates metal-to-metal contact, allowing a liquid ring vacuum pump to safely handle liquids, saturated vapors, and process contaminants without damage. The result is smooth, low-vibration operation and the ability to perform both vacuum generation and gas compression within a single, highly efficient system.
