

Liquid Ring Technology
Elmo Rietschle’s L-Series pumps utilize advanced liquid ring technology to deliver efficient and reliable performance in wet and abrasive environments.
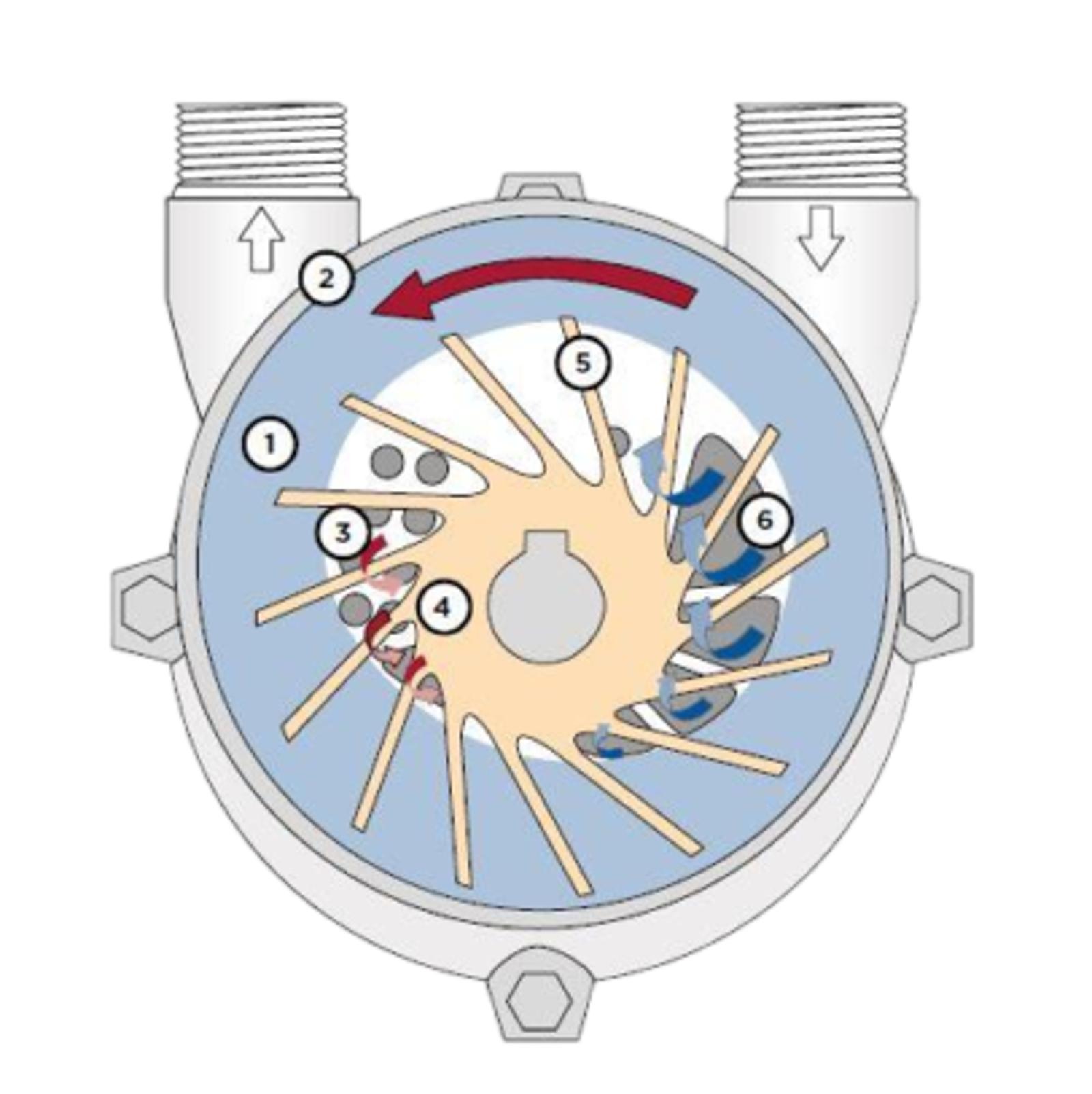
The operating principle involves an eccentrically mounted impeller rotating within the pump casing, forming a liquid ring that seals the impeller blades. As gas enters through the suction port, it is trapped in blade cells and compressed as the impeller rotates. The liquid ring enables simultaneous vacuum and compression operations, making these pumps versatile and efficient for diverse applications.
Key features of the L-Series include:
Ceramic Coating: Prevents lime scaling and ensures steady performance.
Maximum Abrasion Resistance: Withstands harsh conditions for long-term durability.
Superior Corrosion Resistance: Ideal for environments with aggressive media.
Monobloc Design: Prevents deposits and metal contact for maintenance-free operation.
Enhanced Water Carryover Tolerance: Adds versatility across industrial processes.

.jpg?format=pjpeg&width=1600&quality=75&auto=webp)


